3D打印机喷嘴口径大比拼:0.4mm vs. 0.35mm vs.其他
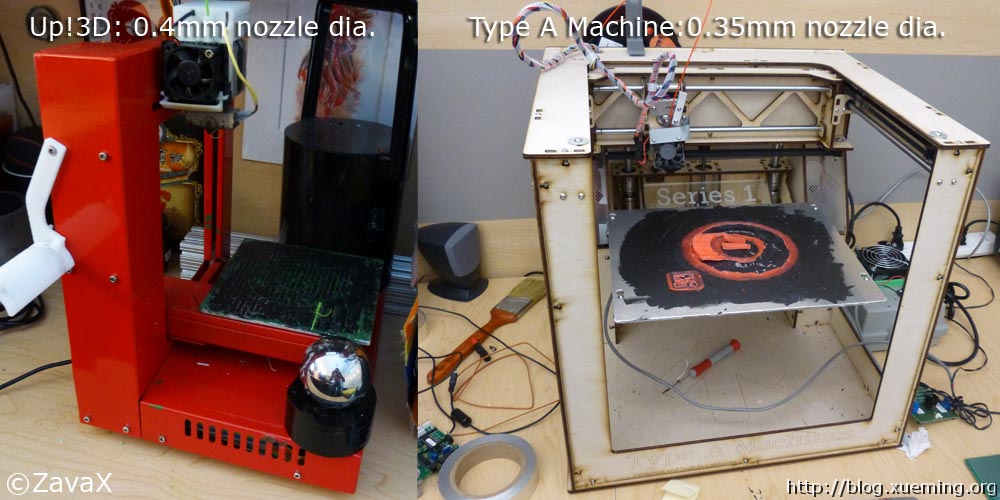
拥有两台不同口径的3D打印机,我希望能将自己的第一手使用经验分享给大家,在选型、使用上说说我的感受。我拥有一台0.4mm喷嘴直径的Up!3D打印机,以及来自于Type A Machine的口径为0.35mm的3D打印机。显而易见的,大的口径压出的ABS素材丝线比较粗,小口径则拉出更细的素材。不过在具体使用的时候,不同口径确实还会导致一些不同的情况,下面就是一些细节说明:
- 和口径大小不相关的东西:
- 3D打印耗材原料以及尺寸:
只要在你的打印机可以接受范围之内,任何材料、任何尺寸的耗材都可以使用,并不会影响到最后突出的丝线的粗细。我一般使用1.75mm直径的耗材,购买非常容易。ABS或者PLA也和喷嘴口径没有关系。 - 机器架构:
喷嘴的口径和整个系统结构没有关系。绝大部分的RapRep系统拥有X-Y-Z三轴直线运动系统。在它的最上放一般就是喷嘴以及加热模块的安装位置。理论上讲,只要你能够找到尺寸以及电路相互兼容的喷嘴,你可以很容易的对他们进行替换,从而获得不同的口径。 - 软件:
同样的软件将涵盖各种不同的喷嘴口径。当然你需要对参数作出一些修改,毕竟不同口径的喷嘴导致单位时间内能够喷出的耗材量是不同的。另外,由于大口径的喷嘴吐出比较粗的丝线,打印作品的层高设置也要相应大些。
- 3D打印耗材原料以及尺寸:
- 大口径喷嘴的3D打印机在这些方面占有优势:
- 打印速度较快:
这个应该很容易理解,因此大口径喷嘴吐出的耗材较粗,减少打印的层数,从而减少了喷嘴需要移动的总距离。

- 对打印平台的“抓地力”更强:
这个有趣的现象是在我深入地使用过两种不同打印机以后的总结。由于小口径喷嘴拉出较细的丝线,一旦离开高温喷嘴,较容易在空气中冷却硬化从而失去粘性。反之,大的喷嘴吐出较粗的材料,相对能够保持较长时间的高温,使其在冷却前和打印平台充分接触粘连。 - 对支撑结构要求较小:
这个特性其实归根结底是和上面的相同原因。不同的是,上面是讲“抓地力”,即对最底下打印平台的粘连度,而这里讲的是对刚刚完成的那层塑料的粘连度。大口径喷嘴突出的丝线保持相对久的高温,其粘连性相对细的丝线大,因此即便新的一层相对下面一层有一定程度悬空,也能较好地保持结构完好。小口径的打印机相对而言能够容忍的悬空度相对较小,这样就不得不打印支撑结构。 - 完成任务可靠度较高:
这是从统计的角度得出的结论。在故障率相同的前提下,能较快完成任务的机器发生故障的可能性相对较低。一般廉价的RapRep社区的3D打印机不具备闭环控制系统,仅仅知道不断地往下一步走,直至完工。任何地方发生错误,比如电动机跳了一个齿,送料器堵塞等等,都会导致故障而废掉之前的打印。
- 打印速度较快:
- 小口径喷嘴的3D打印机这这些方面更胜一筹:
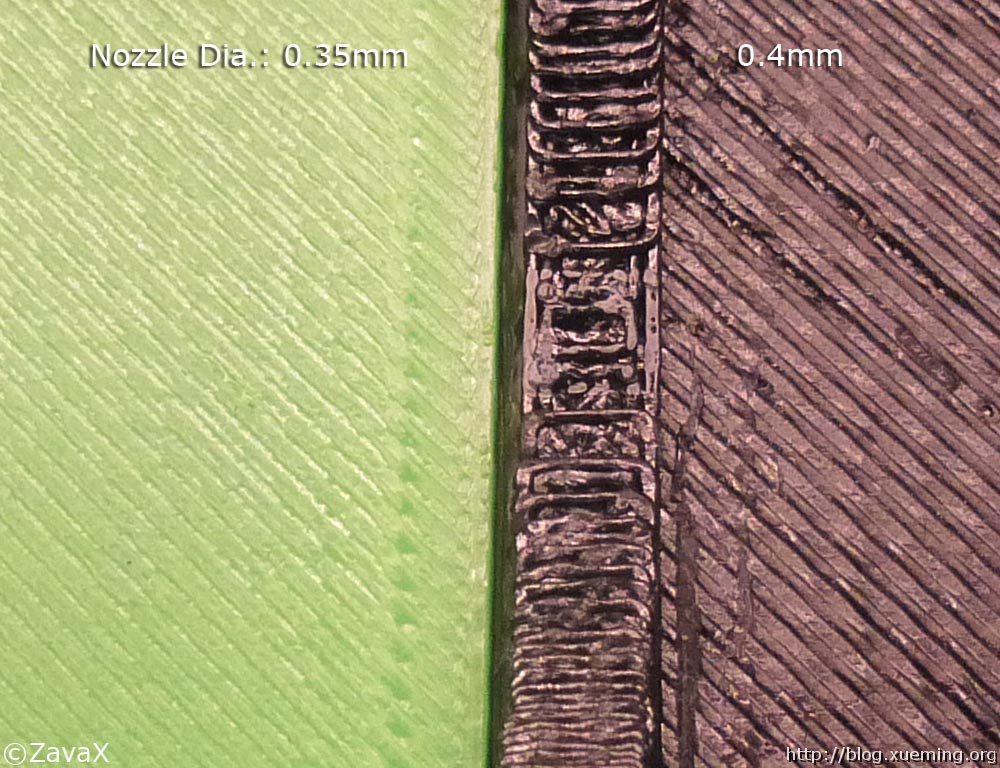
- 更加细腻的表面处理:
下面的这张照片可以解释一切:
- 打印品硬度较高
如果你使用电钻在大口径喷嘴打印作品上钻个孔,你会感觉像在豆腐上钻孔。而且作品本身给人感觉似乎“可以挤压弯曲变形”。而小口径作品上则没这种感觉。我觉得这应该是其内部结构所决定的,小口径打印机完成同一作品所需要的层数较多,所以造成更加密致的内部纵横交织结构,所以作品整体更加结实。
- 更加细腻的表面处理:
- 不管口径如何,3D打印机在这些方面表现都很差劲:
- 打印精度
千万不要指望RapRep的3D打印机可以制造精确的物件。尽管其XYZ3轴运动系统可以较精确地控制喷嘴的位置,但是对喷嘴中挤压出的丝线是否粘在准确的位置完全没有控制,更不用说塑料在冷却以后还会收缩。
- 打印精度
简而言之,我在决定用哪一种口径尺寸的打印机来完成任务是,基本依循下面的基本法则:
- 如果我十分急需这个打印作品,我选择大口径喷嘴
- 如果我更加在意打印作品的表面纹理,我使用小口径喷嘴
- 如果我必须让机器通宵作业,而且不希望第二天一早拿到是失败的作品,我倾向于大口径喷嘴
- 如果作品表面有很多重要细节,我考虑小口径喷嘴